A crane operator often handles and moves heavy equipment with full responsibility and hardly any supervision. Hence, crane operator training is critical to any organization’s overall training program. Proper operator training reduces the number and intensity of crane accidents, which were once a severe jolt to a company’s annual budget.
Let’s find out more on how crane operator training ensures safety on the shop floor and becomes a critical part of business culture.
How does Crane Operator Training Enhances JobSite Safety?
Whether it’s the crane operator, workforce or supervisor, when working on the shop floor, they must be aware of all the safety guidelines and stay alert for any untoward situation. This can be achieved only if they are subjected to a proper training program.
The training helps the operator to make the right decision or sometimes refuse to lift or handle equipment when they pose a risk to shop floor safety. This awareness enhances the overall safety of the facility.
A professional training program helps the operator to fulfil their jobs and take informed decisions rather than rely on instincts.
A training program not only helps the operator understand the safety guidelines but also on crane maintenance and inspection.
It explains them to stop hoisting or lifting when the load exceeds the SWL limit.
It helps them understand how a damaged component can lead to a potential accident or equipment failure.
Learning to prevent and what to do during an emergency forms the big picture of the training program.
Why Cranedge?
At Cranedge, our commitment to keeping your equipment productive begins with a unique operator training experience. Our technician ensures that this operator training enables operators to use the equipment optimally, ensure safe operations, and perform regular health checks to identify areas of concern.Our technicians can be contacted for a consultation on our website contact form.
A crane is an essential material handling equipment that demands heavy lifting during operation and quickly wears down mechanical transmission systems. If you do preventive maintenance, you can extend the crane’s service life.
What are the Top Five Benefits of Crane Maintenance?
If you purchase a crane, you must ensure that you can use it for as long as feasible. Depending upon the operating conditions and working hours, one can determine the useful lifespan of a crane. But your cranes won’t survive that long if you don’t perform preventative maintenance.
By doing routine maintenance, you can identify problems with switches, chains, hooks, motor controls, and brake controls before they entirely fail. Your crane will become damaged over time if it is used frequently. So, it is essential to maintain it to avoid breakdown.
2. Cost savings
When you use a crane repeatedly without maintenance, its minor issues can become consequential. For Instance, Instead of air leaks, the entire air system can fail. As a result, you will have to spend more money to fix your crane’s fundamental problems. Regular crane maintenance might help you save money.
Additionally, you’ll avoid losing money as a result of production delays. If your crane is essential to your manufacturing process, it may be challenging to keep going if it breaks down. You can reduce expenses and downtime by spotting problems early and fixing them while they’re still fixable.
3. Safe to Use
Your employees’ welfare should be your employer’s priority for moral and practical reasons. Preventative maintenance on your cranes can help you avoid workplace accidents involving workers.
Cranes that aren’t properly maintained can become hazardous to use. Your crane will be out of service until you take proper Preventive Measures. Therefore, crane maintenance enables you to identify and address complex issues and increase productivity.
4. Improved Inspection Record
The improved documenting of inspections is one of the significant advantages of incorporating a preventative maintenance program into crane care.
Daily operator inspections, weekly inspections, and monthly maintenance forms can add to a never-ending mountain of paperwork. A Crane Service Provider will have the necessary knowledge about the status of your crane and make it easier for you to monitor regularly.
5. Customer Satisfaction
You will receive calls from disgruntled customers if your crane causes production to be delayed. This annoyance frequently results from the client feeling that you don’t value their time. Customers who are upset may occasionally leave negative evaluations. These can harm your reputation and make it difficult for you to obtain future business.
You can avoid negative reviews with crane maintenance since it prevents your crane from breaking down. As a result, you’ll have more time to fulfil orders or attend to client demands. After that, you can concentrate on boosting output and expanding your revenue.
Conclusion
The repair interval of the crane or mechanism, including the overhaul time, can be efficiently prolonged by crane maintenance, extending the crane’s service life. A Crane Service Provider such as Cranedge will help you to develop the crane’s life.
Keeping shopfloor safety and productivity as the focal point, it becomes essential for businesses to get their cranes inspected regularly. However, even with these critical points, the value of crane maintenance is evaluated differently by different companies. For some businesses, a production downtime due to equipment failure can severely affect their annual budget, while it may be a minor inconvenience for some.
Businesses need to understand that regular crane inspections will help them detect the flaws early and allow businesses to plan their repairs without affecting their production schedule with unplanned downtime. Hence, it is critical to get your cranes inspected frequently.
What Happens in a Crane Inspection?
A proper crane and hoist inspection includes a crane expert/technician spending a good time inspecting every component of the crane. They ensure that every defective and worn-out part gets detected before becoming a potential safety threat.
However, when determining the frequency of your crane inspections, expert inspectors won’t suffice; you will need to consider the following factors.
Factors that Help You Determine Crane Inspection Frequency
The equipment’s age, current condition, and maintenance history are critical in determining when your crane needs an inspection.
Whether the cranes are subjected to constant loads through grab buckets and other various lifting components.
Cranes that always operate near or at capacity and in constant shifts are subjected to massive wear and tear.
Equipment operating in hostile conditions like extreme heat, dust or harmful chemicals experience rapid deterioration of structural and mechanical components.
Operators not properly trained for such equipment are likely to not conform to the operating guidelines and safety measures, putting the equipment under massive stress and wear and tear.
How to Determine the Crane Inspection Frequency?
To begin with, go through the crane manuals and make a note of the recommended service cycles. For enhanced useful life of the crane, stay within the intervals specified by the manufacturer.
Another way of determining the inspection frequency is by keeping track of the number of equipment and operational failures between two inspections. If the number is two or more, it implies that the distance between two inspections needs to be reduced.
Checking the crane’s components during every inspection for wear and tear and oil levels.
Why Cranedge?
At Cranedge, our technicians conduct crane inspections and provide detailed health assessment reports, including expert recommendations that empower you to make informed decisions about the condition of your equipment. Our assessments cover every component of your crane for its integrity and conformity to industry and safety standards. For more information on crane inspections, contact our technicians here.
Regular maintenance is critical in your equipment’s extended useful life, along with reduced downtime and overall operations costs. Still, many businesses overlook and often are in a dilemma to invest in a long-term maintenance strategy until it becomes an emergency and affects your production schedule.
A Comprehensive Annual Maintenance Contract (CAMC) offers many benefits across vast industries and applications.
1. Fixed Costs
Reactive maintenance planning can sometimes spiral into unwanted costs that significantly affect your annual budget. A comprehensive annual maintenance contract helps youaccount for and control all your maintenance costs on a fixed basis for long term. CAMC helps reduce the variability in your entire maintenance budget, enabling you to reallocate your funds to other areas of your business without fearing having a shortfall elsewhere.
2. Easily Access to maintenance experts
A maintenance contract ensures you have access to an expert in every situation. The contract offers a safeguard to your equipment with an option to have an expertexperienced technicianto solve any and every maintenance-related problem.
3. Holistic approach
A CAMC enables you to take a holistic approach toward all aspects of your maintenance requirements. It also offers numerous logistical benefits that lead to an improved bottom line.
4. Improved equipment life
Many times, the term ‘maintenance’ is associated only with addressing breakdowns and repairs of the equipment as and when they arise. However, maintenance should be a continuous process and part of the system that keeps your equipment in top operating conditions round the clock. The contract gives you access to a genuine spare inventory and also offers replacement of the same. A CAMC is a long-term contract designed to provide the resources that improve the operational capabilities of the equipment, resulting in enhanced production efficiency.
5. Minimizes Downtime
Adding to the benefits of scheduled and regular maintenance, a CAMC helps to reduce or eliminate production downtime due to equipment breakdowns/malfunctions.The holistic and long-term approach of the maintenance contract helps in planning for downtime and scheduled maintenance during the shutdown period of the production process.
6. Focused mind
Often, the management has the least priority for maintenance and finds itself in a spot, completing critical maintenance tasks at the last minute, negatively affecting the equipment and other areas of operation. A CAMC eliminates this scramble, helps the leadership with peace of mind, and enables them to focus on other core tasks and bottom-line drivers such as technical innovations and aftersales service.
Cranedge is an industry leader in the annual maintenance contract domain and is a pioneer in providing comprehensive AMC forEOTCranesof any make.If you are looking for a service provider that meets your maintenance requirements and goals, contact our Cranedge experts today.
At present, every organization wants its operation to run uninterrupted with zero hurdles and with maximum efficiency. In maintaining the same, material handling equipment play an important role in achieving the objective. Regular overhead crane inspections and health check-ups give an overview of the current condition of the equipment. This also helps us to raise the alarm about any part which shows additional wear and tear. Cranedge health assessment reports help you to identify the pain areas of your crane and thereby making it possible to do proactive maintenance. This helps keep the crane in running condition by taking necessary action, which further ensures trouble-free operation maximises uptime and increases operational efficiency. Crane health check-up report from our team of experts helps you to take timely actions against upcoming issues.
Benefits of Crane Health Check-up:-
1. Maximum Uptime:
An overhead crane working without regular inspections is a potential candidate for a sudden downtime. However, regular inspections enable you to identify and address the issues before they become a major threat. This allows for maximum uptime of your equipment and helps to run your business with higher productivity.
2. Trouble-Free Operations:
Shop floor accidents and injuries pose a significant challenge to productivity and equipment uptime. However, regular inspections help the management to evade these threats and ensure maximum uptime. From human resources perspective, this will be a step towards their safety and get them more engaged with the organization with enhanced productivity.
3. Smooth Plant Working:
When you regularly inspect your material handling equipment, good maintenance and efficient operations of the plant becomes a habit. Proper maintenance keeps the MHE in good and smooth operating conditions. Such regular activity enables you to tackle the wear and tear of your equipment and keep productivity and efficiency in check.
4. Maximum Plant Efficiency:
In a process-based system, overhead cranes act as one of the critical components that contribute towards organizational efficiency and productivity. Thus, regular maintenance of such equipment becomes inevitable. Proper inspections at regular intervals ensure perfect working conditions for the overhead cranes. Such inspections not only ensure the safety of the shop floor but also produce multi-fold benefits such as an increase in revenue and profits.
5. Machinery Performance Life:
The useful life of an overhead crane will diminish significantly with regular use and wear and tear. And the only way to counter this threat is by conducting regular health check-ups. Such inspections help you to evade unforeseen dangers and get the most out of your investment.
An effective and regular inspection is essential in ensuring optimum working conditions of the overhead crane and avoiding any looming hazard at the facility.
A wire rope hoist is nothing but a flexible rope comprising of several individual steel wires. They are all clubbed together and twisted to the center to form strands. These strands twisted together around the core forms a rope. Not every wire rope hoist has the same specification but has the same application.
A wire rope hoist is a component that undergoes severe wear and tear over a period of time. The more they are used, the more their condition deteriorates and the less efficient they become. However, regular wire rope inspection can help detect the deterioration and post maintenance corrections can increase their useful life and productivity.
Essential Wire Rope Hoists Inspection Tips:
Wire rope hoists play a critical role in crane functioning and operations. Regular inspection and maintenance of wire rope pays huge dividends in improving safety and productivity of the equipment and shop floor. But before we get into the maintenance tips, let’s explore the ways one can perform the inspection of the wire rope. A proper inspection requires the right tools and criteria for evaluating the condition of the wire rope.
To begin with clean the wire rope for any dust and rust such that any cracks, cuts, and tear is clearly visible.
Take a soft cloth or any fabric and move it over the wire rope as if to clean the surface. If the cloth gets stuck in between any broken area you will be able to find the damaged part.
Measure the diameter of the wire rope and compare it with original, standard wire rope, if you find a difference, it concludes that the wire has undergone some internal or external damage.
You can also check the interiors of wire rope for corrosion and abrasions by using a spike and moving it between the two strands of wire and opening them up.
Essential Wire Rope Hoists Maintenance Tips:
Conduct frequent and regular inspections of the wire rope essentially at the start of every shift or operation.
Sometimes the rope gets damaged inside the hoist drum and sheaves. Inspecting them on regular intervals prevents you from using a damaged wire rope and avoids a costly mishap.
Inspect the entire length of the wire rope until the point where the load is attached.
If you notice any broken wires, remove the wire rope hoist immediately.
The diameter of the wire rope gets diminished over a period of time with regular use. Depending upon the application, the reduction may happen sooner.
Other critical factors to look for are corrosion, rope deformation, and loose loops.
Always check for the cause of wear and tear post discarding of the damaged wire rope.
Workplace safety is of utmost importance for any assembly unit. Every company tries to eliminate hazards by implementing HSE policies that safeguard the workers & operators on the shop floor. However, the employees must also take care of their safety and adhere to the safety rules laid down by the company. Generally, all industries design their safety guidelines in order to minimize the risk of injury to the stakeholders, may it be customers for a factory visit, workers, operators, or staff members. What they miss is the regular servicing and checking of the equipment they work with. Accidents that might take place on a shop floor, could be due to improper usage of equipment or due to low maintenance of equipment.
However, sometimes it also happens that in spite of good maintenance, certain equipment with old or obsolete technology, tends to pose a great threat to the safety of the shop floor. Such equipment not only requires good health check-ups but also requires upgrading to newer parts and upkeep with additional enhancers to make work with other modern requirements. Below is one such incident, which explains why safety should be a priority on the shop floor:
Case Study
One of the largest vehicle manufacturers in India well-known for its range of passenger vehicles and tractors faced a security threat in one of its manufacturing facilities near Pune. The plant oversees the manufacturing of heavy parts required in the vehicles and operates in 3 shifts. This plant, being set up in the initial years of the company’s operations still continues to use older machinery and equipment for its material handling needs.
One day, during routine operations, a heavy load was being handled using one of their older cranes when suddenly, the load slipped off and fell from a height of 5.5 meters. Fortunately, there were no casualties, but serious damage was caused to the machinery & the floor, which resulted in financial and operational losses. The incident sent immediate ripples within the plant, and the issue was informed to plant heads of different units to take due diligence.
This also shook the corporate office as the crane posed a real threat to the shop-floor safety. It was high time for a company which is known for its adherence to the highest level of safety standards to take the incident very seriously. A thorough probe was initiated, and an immediate “why why” analysis was done to find the causes of this mishap, and it was decided to consult industry experts. That’s when Cranedge was called in to investigate the accident, suggest as well as implement a foolproof solution as well as undertake health check-ups for other cranes, not only for the Pune plant but also for other plants across India.
Our Solution
The Cranedge team of specialists visited the plant to investigate the cause of the incident. Their preliminary investigation revealed that it was due to the failure of the hoisting brake and that it had no contingency measures. Just to be on the safer side, our team conducted a thorough Health Check-up of the entire crane with structural analysis (FEA) of the main girders and another visual & functional diagnosis.
A complete report on the present condition of every major component of the crane was submitted to the customer along with our recommendations for additional features to ensure higher levels of safety. The additional features included:
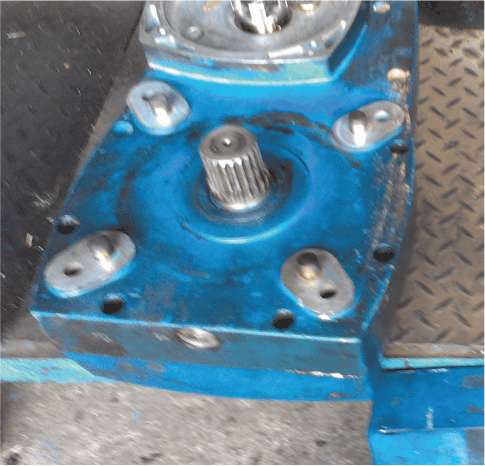
1. Variable Frequency Drive (VFD):
The existing crane being used of older technology; it had slip ring motors on existing hoisting machinery. Today, the industry has advanced, and the slip ring motor (being almost obsolete) has its own limitations as against the combination of a squirrel cage motor and a VFD that offers better control. VFD being more energy-efficient also helps in reducing energy consumption. Considering these aspects, Cranedge modified the hoisting machinery by replacing the slip ring motors with a new squirrel cage motor and VFD’s in electrical circuits.
2. Anti-fall System:
In case the main brake fails, the crane’s electrical system will immediately trigger as it will detect load-free fall and deploy counter measures. Here, the motor will give a reverse torque to uphold the load for a few mins with the assistance of the VFD. The system also automatically triggers a siren warning to the operator and the people in the vicinity are well informed about the emergency situation. Furthermore, it was suggested to the client that for certain select, critical application cranes, an “emergency brake” could also be deployed. This critical time interval allows the operator to safely lower and park the load at a safe location.
New Control Panel and Drag Chains :
The crane was upgraded with completely new electrical panel housing and VFD’s along with encoders and other circuitry controls along with a new robust drag chain system.
Thus, Cranedge provided a quick diagnosis of the problem and a viable techno-commercial solution to the manufacturing plant and instilled a sense of assurance within the stakeholders about the safe operation of the crane in the future. For more such servicing solutions for your cranes, visit https://www.cranedge.com/
We Do Our Best for a Business Facing a Crane Distress
We are sure that most of you must have heard of the tragic incidence of Ethiopian airlines which crashed in 2019. Now, we are not going into the scrutiny of the incidence but taking it as a reference to express the importance of a “distress situation”. Some authorities and agencies had published that, the pilots had made a distress signal from the plane, and they were re-directed to land back by the Air traffic controller. The pilots didn’t get enough time to land the plane safely and unfortunately, a lot of lives were lost.
So, what exactly is a distress signal or a situation? A distress situation is a condition of being threatened by an imminent danger and calls for immediate assistance. A distress call takes utmost priority and should be handled by a person of authority and worked upon by specialists.
When it comes to material handling equipments like cranes, it is important that any such distress signals from the operators or maintenance teams should not go neglected. Cranedge was born out of such a commitment of attending any such material handling distress calls for any crane, any brand, anywhere around the globe. Cranedge team is of around 200+ such crane specialists possessing in depth knowledge of various material handling components for any brand or makes. The team, while rendering services to different customers, has also meticulously compiled data of over 35000+ cranes of different makes, transforming it into a large ‘Knowledge Bank’. Thus, we are equipped with all the essentials required to address any material handling related distress calls. One such distress situation is discussed below:
Distress Signal: A Case Study!
A major renewable energy sector company faced a distress situation in the year FY 2015-16. Their plant caught a sudden fire that consumed all of its inside machinery and severely damaged the over cranes as well. The company had commitments towards their customers, and they could not afford to stay sedentary for long. The customers production team was committed to restore back its full production at the very earliest. The entire team at the wind energy producing unit was determined to rebuild the facilities in the shortest possible time and immediately start production. Whatever was to be ordered under Capex, was immediately taken up.
EOT cranes play a vital role in the manufacturing process of blades and towers, as expressed in our previous blog (Wind Energy)
Operating without the cranes was an impossible task. Considering this aspect, reinstalling the cranes was among the top priorities for the company. For this, they had two options – the first was to order completely new cranes, and the second was to explore refurbishing the existing damaged cranes. Considering the condition of the damaged cranes, the client’s production team wanted to rule out the refurbishing option. While assessing the delivery period of the new cranes, they realized that it would take at least 10 weeks of time to manufacture the cranes & start installation at their site. 10 weeks was a drastically long period given the tough situation. In order to meet their delivery commitments to their customers, it was imperative to start production within four to five weeks (maximum).
Thankfully, the manufacturing unit had an AMC for all their cranes with industry experts, Cranedge. Team Cranedge was at site immediately, to assess the damages. While assessing the extent of the damage to the ten cranes, they found that all the cranes were severely damaged barring the steel structure, which needed some modification & painting. Rest all the electrical, hoisting machinery, control circuits were rendered useless. They also understood the dilemma of the customer about being unproductive for long as the end clients were getting hampered.
Our Solution!
The open option for the Cranedge specialists was to refurbish and restore the damaged cranes. Was it Impossible? Not for Cranedge! An urgent meeting with all global network suppliers was called upon at the Cranedge HO and was requested to co-operate and supply the crane kits, electricals, cables & all necessary spares at the earliest. Plans were chalked out, engineers were sanctioned at the distressed plant, schedules were set, and the workforce was planned to start work at the site, round the clock. The parent company, ElectroMech, stepped in to look over the situation & provide assistance wherever required. All necessary spares were despatched on a war footing. The excellent coordination, perfect planning, and hard work of our dedicated team yielded results on Day 15, and four cranes were made operational. The remaining six cranes were also brought to normalcy with equal diligence and speed within the next 15 days.
All the refurbished ten cranes were duly load-tested, certified by authorities & handed over for production within 30 days, as assured by team Cranedge. The production at the manufacturing unit begun operations in full swing.
The customer still has goosebumps when he remembers the situation, but also extends a heart-felt thank you to the members involved from Cranedge – Ultimately, customer satisfaction is the final goal!
A classic example of how the Cranedge team responded to a distress situation! This case deserves special attention from all our readers, that no matter how small or big the distress signal, responding and attending to the situation is the only way forward.
If you feel, your cranes and related material handling equipment needs a ‘specialists’ eye’ to see through the odds, then we are just a call away!
What are Falling Materials and Why are they a Cause of Worry? – A Case Study
Falling materials are a major concern at any workplace or plant site wherever overhead cranes are installed. Load slippage, mechanical failure, or operator incompetency can all result in serious injuries or fatalities. If loads are not properly secured, the load can slip and land on workers in the vicinity or cause major damage to property. Loads being lifted by overhead hoists tend to be fairly heavy and cause serious damage when they eventually crash to the floor.
One of our prestigious customers and a major Indian auto giant faced one such unfortunate incident wherein the load from a 25t DGEOT crane, slipped and fell from a height of 8 meters. Although there were no casualties, there was some serious damage done to the machinery and there was the loss of property. This incident shook many within the company and posed a real threat to safety at the workplace. The customer is one of the most reputed companies that gives the utmost importance to the safety of its employees, immediately decided to consult one of the best in the business. Cranedge India Pvt. Ltd. with a decade of experience in EOT crane services, was invited for a detailed discussion to understand the reason for the mishap and to come up with an optimal solution to avoid any future accidents.
Crane Specialists at Work!
Cranedge sent a team of crane specialists, who went about their job with an eye for detail. They thoroughly checked the crane, analyzed the site & the application and even interacted with the crane operator and the workers to detect the reason for the failure. Backed by a strong design team, Cranedge came up with a bespoke solution with minimal changes in the existing system. The customer was so impressed with the technical expertise and the approach of the Cranedge team that they decided to place the order for executing the solution on not just one but 10 of their critical cranes at the same time.
Since the cranes were more than a decade old, Cranedge team conducted a thorough check on the cranes to understand the condition of the crane. The crane data were further analyzed with the Design team in consultation with the sales and service team to understand the requirement of the customer and to device a system that was both cost-effective as well as ensured a safe working environment with minimal changes in the existing system.
Our Solution
Crane Anti-Fall system was designed as a safety measure to alert the operator and the workers during the time of emergency. In cases where the hoisting brake fails, an alarm would go off notifying the operator and the workforce about the emergency. At this stage, the system is capable of holding the load for a period of around 10 minutes even after the hoisting brake completely fails thereby allowing the operator sufficient time to park the load at a safe location without having to worry about the load falling down. Once the situation is taken care off, the crane can be maintained and made ready for use once again.
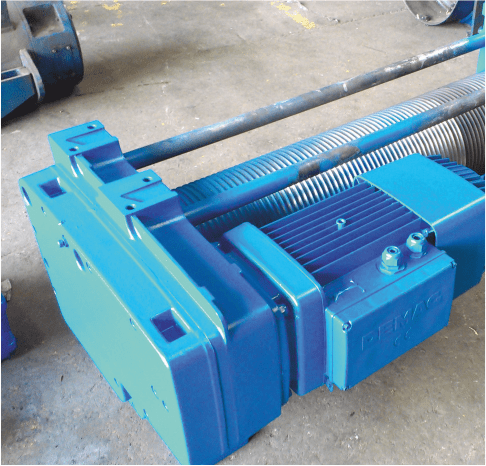
The MH slip ring motors were replaced with VFD suitable squirrel cage motors, New VFD control panels with other accessories were provided, cable trailing systems were replaced with more robust drag chain systems. This system was implemented one by one, on each crane and was made ready for operation in a week’s time.
Though the Anti-fall system proved to be a real boon to enhance the safety of the crane, performing regular maintenance can be one of the easiest ways to reduce the risk of falling materials. Maintenance should always be of paramount importance when it comes to heavy machinery. If a moving part on an overhead crane wears out or breaks the hoist, it can cause serious damage. Performing regular maintenance ensures trouble-free and smooth operation of the hoists and overhead cranes. Cranedge India Pvt. Ltd offers a wide range of crane services that are customized according to the requirement and application of the crane. To avoid human error, Cranedge has also strategically developed advanced equipment’s like RAMON (Rail Monitoring System) for precise inspection & correction of crane geometry & rail alignment and ROMON (Rope Monitoring System) for timely prediction of rope failure.
Safety is the key to ensuring an accident free workplace. Though the cranes are manufactured keeping all the safety parameters into consideration, there are products, strategically developed, which further enhances the safety of the equipment and the operator. These safety enhancers try to nullify human errors and reduces the chance of any major mishap due to human negligence.
Cranedge has an array of products and services that help ensure safe, smooth and hassle-free operations of your cranes. These products can be easily be fitted to your existing cranes to experience many new advanced features. They allow the operator to master complete control over the equipment and enhance its performance
The following are an array of safety enhancers offered by Cranedge to our industry:
1.Sway Control
A swinging load can pose a serious threat to the safety of the work force as well the plant machineries. “Sway Control” as the name suggests prevents the free-swinging of the load when the crane is travelling with loads suspended under the hook and keeps them very stable while lifting and traversing. This is obtained by the usage of special components like encoders & a closed-loop system which detects the exact position of the hook & the suspended load under it thereby controlling the swaying of load. It also drastically reduces the time spent in stabilizing the loads, making it a must-have a feature with great benefits for your cranes having a higher height of lifts and larger size loads.
2. Anti-Collision
In several factories, multiple cranes operate simultaneously in the same bay. There can also be a scenario wherein the cranes are installed at different levels in the same bay. This always poses a threat of two cranes colliding with each other due to an error in the judgment of the crane operator. To avoid any such threats, Cranedge offers you the right solutions, with an appropriate Anti-Collision device. The transmitter–reflector duo work in unison with precision, thereby automatically detecting the safe distance, that needs to be maintained in between the two cranes. These sensors can also be synced with flashing alarms to alert the operator of a possible situation.
3. Anemometers & Crane Anchors
Outdoor duty cranes often have to bear the brunt of nature’s wrath. Be it heavy rains or strong wind forces, ElectroMech cranes are designed to stand tall in these extreme conditions. To ensure that during adverse conditions, when crane operation is not safe, Cranedge offers solutions such as “Anemometers” which can detect high wind speeds & trigger an alarm system in the cranes, hinting the operators about halting the material movement, as the conditions may not be safe.
Furthermore, as these cranes are usually gantry cranes used for various construction & infrastructure projects, crane anchors can be used on these cranes. A Crane anchor is a locking mechanism that is fabricated to the crane structure & it holds the crane firmly to its ground. It prevents the cranes from toppling and avoids serious damage to property and life.
4.Human Sensors
Human sensor is an extremely precise piece of equipment mounted on some specific cranes & related material handling products. Unlike the overhead cranes, the human sensors are fitted on ‘legs’ of gantry cranes or semi-gantry cranes, transfer carts or vertical mast of stacker cranes. These sensors can detect any person or object in its path. Once activated, they immediately actuate the brakes thereby stopping the crane.
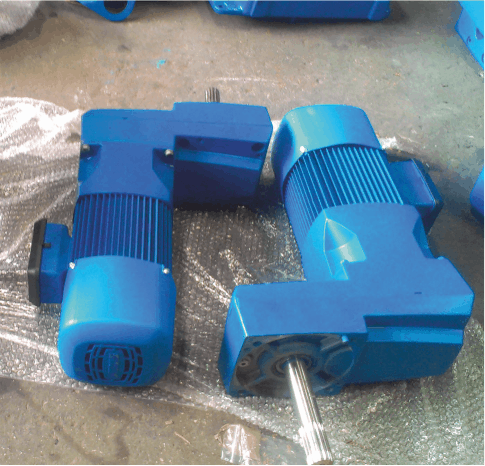
5.Slip Ring to Squirrel Cage Motors
Several conventional cranes, especially those which are more than a decade old, were fitted with slip ring type motors. Technology has evolved but the industry still uses the old technology as the procured equipment was built as an asset. Replacing the slipping motors with squirrel cage motors offers several advantages. The most significant of them is that squirrel cage motors can be easily paired with VFD (Variable Frequency Drive). By using the VFD controller, you can experience the following advantages:
Smooth start-stop, settable acceleration and deceleration values
Flexibility in setting micro speed.
The jerk-free transition from micro speed to full speed.
Ease of connection with other devices within the universal communication protocol
Cranedge has developed an expertise in the replacement of slip ring type motors of several cranes with squirrel cage motors and the customers are experiencing enhanced productivity along with other additional benefits.
6.Load Limiter Display
A load limiter is a safety device that prevents unintentional overloading of EOT cranes, hoists, and winches. A load limiter prevents lifting of the load in the event of overloading (exceeding the safe working load of the crane) and at the same triggers an alarm, making the operator aware of the situation so that necessary steps can be taken to avoid a major mishap.
7. EMote
EMote – A unique feature with hosts of benefits from the cluster of offerings from Cranedge. EMote offers remote diagnostics of crane health and remote support for maintenance. Various sensors and condition monitoring devices fitted on the crane collect and transmit data in real-time & with the facility to store data on cloud/servers. Such data can be easily accessed by the customer and the Cranedge specialists through a portal to make an informed decision about maintenance & upgradation in the crane. Promptly attending to such maintenance issues helps in improving productivity and safety at the workplace.
Thus, to conclude, the above-discussed safety enhancers can be viewed as a boon for any workplace in many ways but the most significant advantage of having them will be to increase efficiency and productivity along with safety on the shop floor.
As the Head of Technical Services at Cranedge, Mr. Ajit Bhosale leads the delivery of technical solutions, focusing on service excellence, operational efficiency, and a seamless customer experience. He plays a key role in enhancing field operations and driving strategic service initiatives.
B.E Industrial by Qualification, he brings over 27 years of experience across Manufacturing and Service Industries. Within that, worked as a Head of Quality & Systems with ElectroMech Material Handling Systems (I) Pvt. Ltd. His strengths lies in end-to-end business management, project execution, and customer-focused leadership.
Mr. Kedar Mehendale
Kedar V. Mehendale joined Electromech Group in the year 2007 and is one of the founding member of Cranedge .Kedar has an Honors degree in Finance and Management Science from UK . He has been at helm of Cranedge since 2009 and has a high pro-activity for customer focus and customer service .
Mr. Pushkar Deodhar
Pushkar, a CA by education spearheads the finance, accounts and taxation function at ElectroMech. Responsible for financial performance reporting, governance and legal aspects. Pushkar collaborates with the respective business heads to drive business and encourages youngsters to take up running to improve mental agility.
Mr. Mandar Kulkarni
Mandar Kulkarni joined the organisation to lead the customer service team in 2021. He has a profound exposure to reputed MNCs in EPC Sector worldwide for 20 years. His high energy, passion and motivation drive the service team to deliver exceptional services to our customers. With an educational background from a reputed institute, he leads the team from the front.
Mr. Tushar Mehendale
Over the last 40 years, ElectroMech has developed a strong and dedicated workforce of 500+ people. Since the year 1999, this team is being led by the young, dynamic and foresighted leader, Mr. Tushar Mehendale. He is a qualified Mechanical Engineer with an MS degree from USA in Manufacturing Systems Engineering and Engineering Management. He brings to ElectroMech not only engineering penchant and drive, but also the vision of customer focus and service.
Mr. Tushar Mehendale is actively involved in the entire operations of the company at the top management level enabling ElectroMech to maximize the value of its products and service offerings. He also heads the R&D cell of the company which is continuously engaged in developing newer products and components that enable ElectroMech in maximizing the value of its product and service offerings. Under his able leadership, ElectroMech is growing by leaps and bounds.
Dhananjay Shetty
Dhananjay Shetty joined the organisation to lead the customer service team in 2018.He has strong exposure to customer support in capital goods in various markets across the world for 20 years. He is passionate about building a service team with high motivation to deliver exceptional services to the customers. As a mechanical engineer from a reputed institute, he is leading the team from the front.
Farm Equipment
FMCG
Steel & Metals
Precast
Mining
Electricals
Automobile
Auto Component
Renewable Energy
Mr. Sumit Hakhoo
Mr. Sumit Hakhoo
Sumit took over as Head of Sales & Marketing at ElectroMech in February 2015. He has over 14 years of enriched experience in Sales and Marketing of industrial products across a diverse spectrum of industries. During his stint with various renowned companies, he has worked for domestic as well as international markets. With a bachelor’s degree in Mechanical Engineering from MIT, Pune and post-graduation in Marketing Management from SIBM, Pune, he began his career as a front-line Sales Engineer and in a short span grew to be a part of the management team, heading the Sales & Marketing function in his previous company. He has extensive experience in customer relationship management, business development and in formulating successful strategies for business growth.